���D���z�F�����ý�������׃��ԭ�����ӹ����ݼy��һ�N�����ݼy���ߣ��D���z�F�D�����ݼy�ǟoм�ӹ���ˇ���e�m���ڏ����^�͡������^�õ��~�Ͻ���X�Ͻ�Ҳ�����ڲ��P䓺͵�̼䓵�Ӳ�ȵ͡����Դ�IJ��Ϲ��z�������L��
�����x��
��һ�N�ӹ����ݼy�ĵ��ߣ����S���_�Мϲۡ�Ҳ���ݽz�����z�F�������Π�֞�ֱ�۽z�F, �����۽z�F���ݼ�z�F��ֱ�۽z�F�ӹ����ף������Եͣ��a���^��һ��������ͨ܇�����@�������z�C���ݼy�ӹ��ã������ٶ��^���������۽z�F�����ڔ��ؼӹ������@ä���ã��ӹ��ٶ��^�죬���ȸߣ���м�^�á������Ժá��ݼ�z�Fǰ���������ۣ�����ͨ�ļӹ������ߏS�ṩ�Ľz�F����Ϳ�ӽz�F���^δͿ�ӽz�F��ʹ�É������������ܶ��кܴ����ߡ�
�����c��
�ÔD���z�F�D�����ݼy����❍�ȸߣ��ݼy�Ľ����w�S�����ѣ����ڱ����γ�һ����Ӳ�ӣ�������ݼy�ď��Ⱥ���ĥ�ԡ����ĸ����Ͻ�Q�˹��z����м���y���}����oм�����������ݼy���b�䡣����ӣ������ИI���ÏV����
����;��
���ӹ���ĸ�������C���ϵ���ͨ���ݼy�ã������z��.�C�ýz�Fͨ����ָ�����ĥ���z�F���m�����ڙC���Ϲ��z�����ýz�F��ָ̼�ع���䓻�Ͻ�䓝L�������������z�F���m�����ֹ����z��
��Extrusion tap is by using the theory of metal plastic deformation and machining internal thread of a new type of thread tools, thread in the extrusion tap extrusion is a chipless machining process, especially suitable for the low strength, good plasticity, copper alloy and aluminum alloy can also be used for stainless steel and low carbon steel hardness is low, the large plastic material such as tapping, long service life.
��Low definition��Is a kind of machining internal thread cutting tools, have grooves along the axial direction. Also called a tap. Tap according to its shape can be divided into straight slot tap, spiral tap and screw tap. Slightly less straight flute tap easy processing, precision, larger output. Commonly used in ordinary lathe, drilling and tapping machine of screw thread processing, cutting speed is slow. Spiral tap drilling blind holes with more used in nc machining center, processing speed, high precision, good chip removal, good to neutral. Tap screw tip anterior yu-jong cutting groove, used for hole processing. Tool factory provide tap tap are mostly coating, less coating tap service life and cutting performance are greatly improved.
��Low characteristic��With extrusion tap extrusion screw thread surface finish high, threaded metal fibre
Don't break, and form a layer of cold hard layer on the surface, can improve the thread strength and abrasion resistance. It fundamentally solves the tapping of chip removal difficult problem, because there was no crumbs, more conducive to screw assembly. Widely used in electronics, plastics industry.
��Low usage��For processing on the nuts or other parts of ordinary female with (that is, tapping). Machine tap is usually refers to the high speed steel grinding taps, suitable for tapping on machine tools; Hand tap refers to carbon tool steel or alloy tool steel rolling teeth (or incisor) tap, suitable for manual tapping.
�D���z�F: �OӋԭ������ȱ�c
Extrusion tap: design principles, advantages and disadvantages
�D���z�F��һ�N���M�ğoм�����ݼy�ӹ����ߣ��ӹ����ݼy���ȸߣ����V����������܇�����ա���ӵȾ����ИI��
���ڔD�����͟o��м�ɔ_����˼ӹ��ݼy���ȿɸ��_4H���ݼy����ֲ�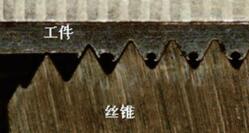 �ȿ��_Ra0.3���ҡ� �ȿ��_Ra0.3���ҡ�
�������z�F�ӹ����ݼy�Ľ��ٽM���w�S���g��ģ����D���ݼy�Ľ��ٽM���w�S�t���B�m�ġ���ˣ��D���ݼy�����^֮�����ݼy�����30%���ҡ�
���⣬���ڔD�����µ�����Ӳ���F���ݼy����Ӳ���^֮о�������40%-50%��ͬ�r�ݼy�������ĥ��Ҳ�õ��O����ߡ�
�D���z�F�o�����С��o��м�ۡ��z�F���ȸߣ�ͨ���������F���ЬF���⣬�D���z�F�^֮һ�������z�F�����������۽z�F�����������3�����ϣ����z�ٶ�Ҳ�����^����ߡ����ǣ��D���z�FҲ��������ԣ����w�w�F�����ɂ����棺
1���z�FҎ��
�����ǔD�����ͣ���Ҫ�^�ߵġ��D����������ˣ��D���z�F�ձ��Ƴ�СҎ��z�F��һ��M12���£�����Ҏ���M3-M8����
2����ֱ��
һ�������z�F�׳ߴ磺D=d1-P����M16��2�������׳ߴ�D=16-2=14��
Ȼ�����D���z�F�t����Ҫ���^����̡�һ����f�ɰ����¹�ʽӋ����µ׳ߴ磺
D=d1-0.49P������M16��2�������׳ߴ磺D=16-0.49��2=15.02
���ϣ���ͬ�ݼy���϶ȼ���ͬ���ϡ���ͬ��������]�ĵ�ֱ��Ҳ����һ�ӡ��@�c�Ʌ������z��ֱ��Ӌ�������P��B��
Tap is a kind of advanced chipless extrusion molding thread cutting tools, thread after processing of high precision, is widely used in automotive industry, aviation, electron, etc., seiko.
Because of interference without chip extrusion, the thread machining precision can be up to 4 h, the screw thread surface roughness can reach Ra0.3 or so.
With cutting tap thread of metal fibre is intermittent, and extrusion screw metal tissue fiber is continuous. Therefore, the extrusion thread strength than cutting thread can be increased by about 30%.
In addition, the cold work hardening phenomenon, due to extrusion thread surface hardness than the core can be increased by 40% - 50%, thread surface wear resistance have been greatly improved at the same time.
Extrusion tap without cutting edges, no crumbs slot, tap the intensity is high, usually do not appear collapse edge phenomenon. In addition, the extrusion tap than average cutting tap (such as spiral tap) life can be increased by more than 3 times, tapping speed will have improved greatly. But, extrusion tap also has its limitations, embodies in the following two aspects:
1. tap specifications
Is due to the extrusion molding, need higher "extrusion", therefore, extrusion tap tap is generally made from small specification, under general M12 (commonly used specifications for the M3 - M8).
2. the diameter of bottom hole
General cutting tap base hole size: D = d1 - P. M16��2, for example, bottom hole size D = 16-2 = 14.
Extrusion taps, however, the bottom hole is more demanding. In general can be bottom hole size roughly by the following formula:
D = d1-0.49 P. Still M16��2, for example, bottom hole size: D = 16-0.49 ��2 = 0.49
In fact, screw different degree and different materials, different hole deep base hole diameter of the recommended will be different. This can see the tapping of the bottom hole diameter calculation about the introduction.
�z�F�c�� Tap and bottom hole

|
|

 ��ӡ��ǰ�
��ӡ��ǰ� �����ղ؊A
�����ղ؊A